What is XEBEC Back Burr Cutter and Path?

“XEBEC Back Burr Cutter and Path” consists of the spherical cutter specially designed for deburring and the tailor-made path data, which is a series of coordinates.
The combination of the Cutter and the Path enables CNC back burr deburring.
It prevents secondary burrs and enables uniform edge shape, achieving high-quality deburring performance. Why don’t you try our CNC deburring solution which is “no programming”, “no manual work” and “no frustration”?
Features of XEBEC Back Burr Cutter and Path
Super high-speed machining 5 to 10 times faster than conventional tools Details
High quality Uniform edge shape by consistent deburring amountDetails

Super high-speed machining
There are 3 holes crossing on the main bore, however there was only 1 tool magazine available on the ATC and thus, we had to deburr manually.
Due to increase in the production quantity, we had to shorten the cycle time and considered to adapt a special machine. We ended up with adapting XEBEC Back Burr Cutter and Path, which can solve various problems at once.
1 Cutter supports various edges in different sizes and shapes, thus it solves the issue of the open space of the tool magazine, which enabled CNC deburring.
Since the Cutter needs to make only 1 lap around the edge, the cycle time was decreased more than we had expected. We could save the cycle time as much as 30% and successfully enhanced the production quantity.
![]()

High-quality finish without manual work!
We used to use a spring-type deburring tool, however secondary burrs were generated and manual work was necessary for finishing.
XEBEC Back Burr Cutter & Path suppresses secondary burrs and achieves consistent deburring amount. Thanks to this product, CNC deburring is fully achieved and the clean appearance is highly evaluated.
In addition, the Path data is prepared by XEBEC, which enabled to adapt to the production line immediately after the testing.
![]()

Long Tool Life
CNC deburring was already achieved using a blade-type deburring tool, however the tool life and the tool cost were the bottleneck.
We found XEBEC Back Burr Cutter and Path at a trade show and decided to adapt it because of the reasonable price.
It turned out that the tool life is as many as 20,000 holes per piece and this is because the cutting blade is entirely used by constantly shifting its contact point.
Due to its long tool life, we successfully saved the tool cost by 40%.
![]()
Super high-speed machining 5 to 10 times faster than conventional tools Details
High quality Uniform edge shape by consistent deburring amount Details
Long tool life Using the entire cutting blade by constantly shifting the contact point Details
Super high-speed machining
There are 3 holes crossing on the main bore, however there was only 1 tool magazine available on the ATC and thus, we had to deburr manually.
Due to increase in the production quantity, we had to shorten the cycle time and considered to adapt a special machine. We ended up with adapting XEBEC Back Burr Cutter and Path, which can solve various problems at once.
1 Cutter supports various edges in different sizes and shapes, thus it solves the issue of the open space of the tool magazine, which enabled CNC deburring.
Since the Cutter needs to make only 1 lap around the edge, the cycle time was decreased more than we had expected. We could save the cycle time as much as 30% and successfully enhanced the production quantity.
![]()
High-quality finish without manual work!
We used to use a spring-type deburring tool, however secondary burrs were generated and manual work was necessary for finishing.
XEBEC Back Burr Cutter & Path suppresses secondary burrs and achieves consistent deburring amount. Thanks to this product, CNC deburring is fully achieved and the clean appearance is highly evaluated.
In addition, the Path data is prepared by XEBEC, which enabled to adapt to the production line immediately after the testing.
![]()
Long Tool Life
CNC deburring was already achieved using a blade-type deburring tool, however the tool life and the tool cost were the bottleneck.
We found XEBEC Back Burr Cutter and Path at a trade show and decided to adapt it because of the reasonable price.
It turned out that the tool life is as many as 20,000 holes per piece and this is because the cutting blade is entirely used by constantly shifting its contact point.
Due to its long tool life, we successfully saved the tool cost by 40%.
![]()
Supports various edge types
Applicable edge shapes

Front side burr

Back burr
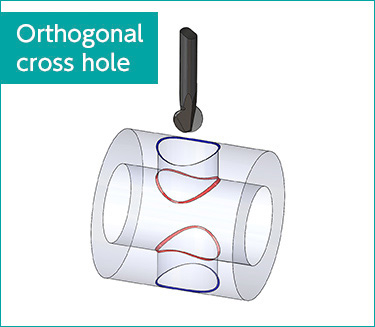
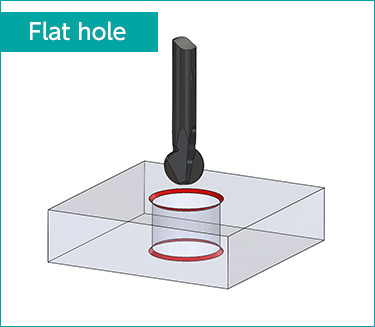
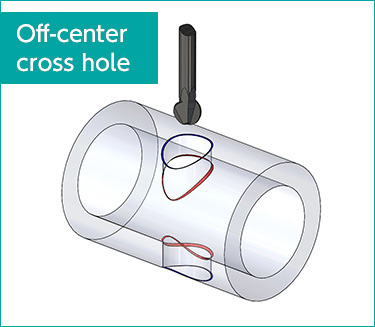
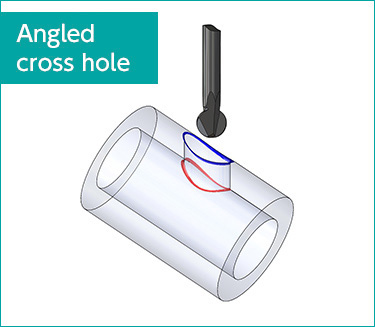
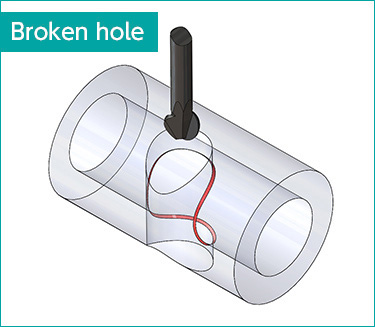
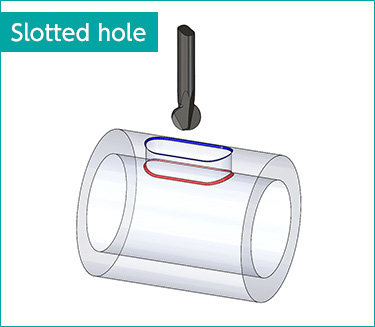
XEBEC Back Burr Cutter can remove burrs on both sides of the front and back of a drilled-through hole.
The Cutter is specially designed for hole deburring!
The best performance for hole deburring!
-
Micro-grain cemented carbide
Sharp and long lasting
-
AITiCrN coating
Highly heat-resistant and support materials from non-ferrous (e.g. aluminum) to difficult-to cut materials (e.g. titanium and inconel)
-
Helical blade
Prevents secondary burrs
Wide lineup supports a minimum hole diameter Φ1mm
A suitable Cutter size is selected after free and quick assessment.
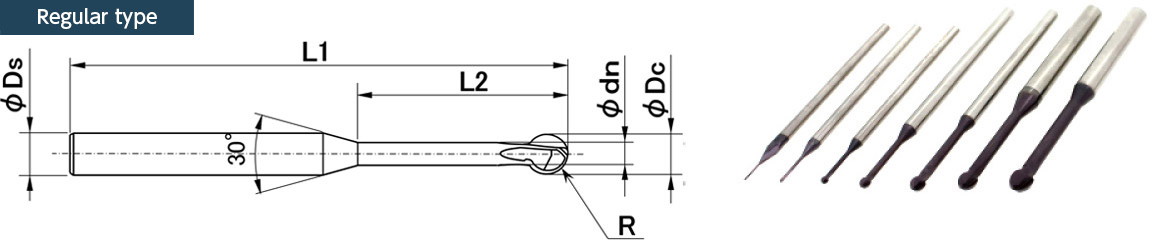
| Product code | R (mm) |
ΦDc (mm) |
Φdn (mm) |
L2 (mm) |
L1 (mm) |
φDs (mm) |
|---|---|---|---|---|---|---|
| XC-08-A | 0.4 | 0.8 | 0.48 | 5 | 60 | 3 |
| XC-13-A | 0.65 | 1.3 | 0.78 | 8 | 60 | 3 |
| XC-18-A | 0.9 | 1.8 | 1.1 | 10 | 60 | 3 |
| XC-23-A | 1.15 | 2.3 | 1.4 | 12.5 | 70 | 3 |
| XC-28-A | 1.4 | 2.8 | 1.7 | 15 | 70 | 4 |
| XC-33-A | 1.65 | 3.3 | 2 | 17.5 | 70 | 4 |
| XC-38-A | 1.9 | 3.8 | 2.4 | 20 | 70 | 4 |
| XC-48-A | 2.4 | 4.8 | 3 | 25 | 70 | 6 |
| XC-58-A | 2.9 | 5.8 | 3.5 | 30 | 70 | 6 |
| XC-78-A | 3.9 | 7.8 | 4.7 | 40 | 100 | 8 |
| XC-98-A | 4.9 | 9.8 | 5.9 | 50 | 120 | 10 |
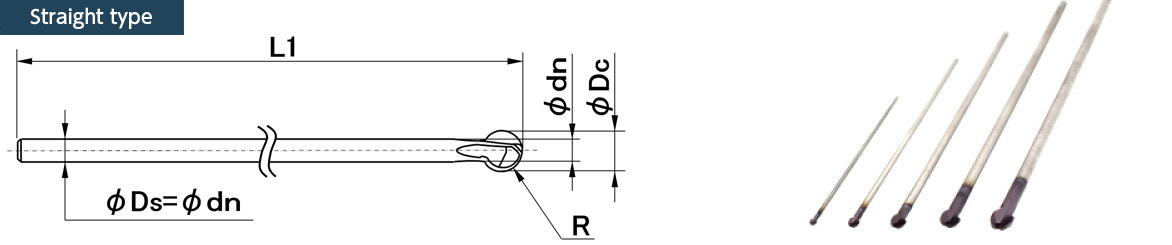
| Product code | R (mm) |
φDc (mm) |
Φdn (mm) |
L2 (mm) |
L1 (mm) |
φDs (mm) |
|---|---|---|---|---|---|---|
| XC-18-B | 0.9 | 1.8 | 1.1 | - | 50 | 1.1 |
| XC-23-B | 1.15 | 2.3 | 1.4 | - | 60 | 1.4 |
| XC-28-B | 1.4 | 2.8 | 1.7 | - | 70 | 1.7 |
| XC-33-B | 1.65 | 3.3 | 2 | - | 80 | 2 |
| XC-38-B | 1.9 | 2.8 | 2.4 | - | 85 | 2.4 |
| XC-48-B | 2.4 | 4.8 | 3 | - | 105 | 3 |
| XC-58-B | 2.9 | 5.8 | 3.5 | - | 120 | 3.5 |
| XC-78-B | 3.9 | 7.8 | 4.7 | - | 150 | 4.7 |
| XC-98-B | 4.9 | 9.8 | 5.9 | - | 180 | 5.9 |
Successful applications
-
Category
Motorbike parts
Hydraulic hole of cam shaft
-
Problem
Burrs were not completely removed by a brush. Manual work was necessary for finishing.
Before
Nylon brush and manual work
Improvements
Achieved consistent deburring performance and manual deburring was eliminated.
Tool life
7,000 holes
Testimonial
Initially we considered a chamfering tools but it was not successful. This product enabled both quality improvement and CNC deburring.
-
Material
FCD
Cross hole
Φ8 X φ3
-
Category
Automotive transmission part
Hydraulic holes of a pulley
-
Problem
The cycle time needed to be shortened because back deburring was the most time-consuming process.
Before
Back deburring tool (cloth-pin type)
Improvements
The processing time was reduced to 1/3, while the tool cost was also saved thanks to its long tool life.
Tool life
20,000 holes
Testimonial
The bottleneck was solved, and productivity improved significantly. Tool path is customized for the edge shape, which makes installation quite easy. We are considering applications to other workpieces.
-
Material
SCM
Cross hole
Ø10.5 X Ø6
-
Category
Automotive transmission part
(Hydraulic holes of a reduction gear)
-
Problem
The cycle time was needed to be shortened to improve productivity.
Before
XEBEC Brush Crosshole
Improvements
The cycle time was reduced and the tool life was extended.
Tool life
22,000 holes
Testimonial
The overall cycle time was shortened because the Cutter eliminated a process to change the tool position to the main bore and the frequency of tool replacement was reduced due to the extended tool life.
-
Material
SCM
Cross hole
Ø5.5 X Ø3
-
Category
Automotive transmission part
(Hydraulic holes of an input shaft)
-
Problem
There were many deburring processes including the inspection and we were seeking how to improve it.
Before
Drill, reamer and brush
Improvements
Because deburring is completed in a single operation, the processing time and the number of tools are reduced and the inspection process was simplified.
Tool life
15,000 holes
Testimonial
There was no deburring tool which can be used for oblique holes and we had to manually deburr using a drill and a reamer repeatedly, and then a brush for finishing. The Cutter can be inserted right after drilling without changing tool insertion direction. This solution is very useful and we already purchased several Paths for other workpieces.
-
Material
SCM
Cross hole
Ø3 X Ø2
-
Category
Automotive transmission part
Hydraulic hole of an output shaft
-
Problem
Inconsistent deburring performance and cycle time must have been shortened.
Before
Back deburring tool, a drill and a reamer
Improvements
Achieved consistent deburring and improved production efficiency.
Tool life
20,000 holes
Testimonial
We had lots of work to do and no time to solve the deburring problems. This product saved our labor time to make a program and we could adopt it in a short period of time.
-
Material
SCM420
Cross hole
Φ12 X φ3
-
Category
Automotive engine
Hydraulic hole of an injector body
-
Problem
Due to design changes, there was a wall surface near the target cross hole. There was no tools which could avoid tool collision.
Before
This is the new part and no tool were used.
Improvements
ー
Tool life
10,000 holes
Testimonial
Successfully removing burrs without tool collision, even around the wall surface
-
Material
Iron
Cross hole
Φ8 X φ3
-
Category
Hydraulic parts
Cross holes of hydraulic block
-
Problem
Quality requirement has increased and there are locations where burrs must be completely removed.
Before
Wear of a drill was controlled to avoid generating larger burrs.
Improvements
Achieved consistent edge quality and satisfied the requirement.
Tool life
13,000 holes
Testimonial
Relieved from frustration to control wear of the drill. We don’t need to suffer from deburring problems anymore because we can purchase another Path for a new part.
-
Material
ADC
Cross hole
Φ5 X φ3
-
Category
Automotive parts
Main gallery on cylinder head
-
Problem
Burrs were not completely removed by a previous method. We had to add manual work for finishing and were seeking how to solve the problem.
Before
Nylon brush
Improvements
Enabled complete deburring and production efficiency improved.
Tool life
20,000 holes (1,300 workpieces)
Testimonial
The edge shape was complicated but burrs are successfully removed using the XEBEC Path at a test machining. Manual work was eliminated and achieved CNC deburring.
-
Material
ADC
Cross hole
Φ11 X φ8
-
Category
General machine parts
Mounting holes for a flange
-
Problem
We were using another company’s tool but had to make a program by ourselves. We wanted to cut down programming process and started to seek a better solution.
Before
Spherical cutter and nylon brush
Improvements
Saved the time for programming.
Tool life
2,000 holes (4,000 edges in total for upper and lower edges)
Testimonial
Due to more complicated edge shape such as off-center holes, we tended to spent more and more time for programming. We are pleased to have saved the time for programming.
-
Material
Brass
Cross hole
φ25 X φ4
Successful applications
-
Category
Motorbike parts
Hydraulic hole of cam shaft -
Problem
Burrs were not completely removed by a brush. Manual work was necessary for finishing.
Before
Nylon brush and manual work
Improvements
Achieved consistent deburring performance and manual deburring was eliminated.
Tool life
7,000 holes
Testimonial
Initially we considered a chamfering tools but it was not successful. This product enabled both quality improvement and CNC deburring.
-
Material
FCD
Cross hole
Φ8 X φ3
-
Category
Automotive transmission part
Hydraulic holes of a pulley -
Problem
The cycle time needed to be shortened because back deburring was the most time-consuming process.
Before
Back deburring tool (cloth-pin type)
Improvements
The processing time was reduced to 1/3, while the tool cost was also saved thanks to its long tool life.
Tool life
20,000 holes
Testimonial
The bottleneck was solved, and productivity improved significantly. Tool path is customized for the edge shape, which makes installation quite easy. We are considering applications to other workpieces.
-
Material
SCM
Cross hole
Ø10.5 X Ø6
-
Category
Automotive transmission part
(Hydraulic holes of a reduction gear) -
Problem
The cycle time was needed to be shortened to improve productivity.
Before
XEBEC Brush Crosshole
Improvements
The cycle time was reduced and the tool life was extended.
Tool life
22,000 holes
Testimonial
The overall cycle time was shortened because the Cutter eliminated a process to change the tool position to the main bore and the frequency of tool replacement was reduced due to the extended tool life.
-
Material
SCM
Cross hole
Ø5.5 X Ø3
-
Category
Automotive transmission part
(Hydraulic holes of an input shaft) -
Problem
There were many deburring processes including the inspection and we were seeking how to improve it.
Before
Drill, reamer and brush
Improvements
Because deburring is completed in a single operation, the processing time and the number of tools are reduced and the inspection process was simplified.
Tool life
15,000 holes
Testimonial
There was no deburring tool which can be used for oblique holes and we had to manually deburr using a drill and a reamer repeatedly, and then a brush for finishing. The Cutter can be inserted right after drilling without changing tool insertion direction. This solution is very useful and we already purchased several Paths for other workpieces.
-
Material
SCM
Cross hole
Ø3 X Ø2
-
Category
Automotive transmission part
Hydraulic hole of an output shaft -
Problem
Inconsistent deburring performance and cycle time must have been shortened.
Before
Back deburring tool, a drill and a reamer
Improvements
Achieved consistent deburring and improved production efficiency.
Tool life
20,000 holes
Testimonial
We had lots of work to do and no time to solve the deburring problems. This product saved our labor time to make a program and we could adopt it in a short period of time.
-
Material
SCM420
Cross hole
Φ12 X φ3
-
Category
Automotive engine
Hydraulic hole of an injector body -
Problem
Due to design changes, there was a wall surface near the target cross hole. There was no tools which could avoid tool collision.
Before
This is the new part and no tool were used.
Improvements
ー
Tool life
10,000 holes
Testimonial
Successfully removing burrs without tool collision, even around the wall surface
-
Material
Iron
Cross hole
Φ8 X φ3
-
Category
Hydraulic parts
Cross holes of hydraulic block -
Problem
Quality requirement has increased and there are locations where burrs must be completely removed.
Before
Wear of a drill was controlled to avoid generating larger burrs.
Improvements
Achieved consistent edge quality and satisfied the requirement.
Tool life
13,000 holes
Testimonial
Relieved from frustration to control wear of the drill. We don’t need to suffer from deburring problems anymore because we can purchase another Path for a new part.
-
Material
ADC
Cross hole
Φ5 X φ3
-
Category
Automotive parts
Main gallery on cylinder head -
Problem
Burrs were not completely removed by a previous method. We had to add manual work for finishing and were seeking how to solve the problem.
Before
Nylon brush
Improvements
Enabled complete deburring and production efficiency improved.
Tool life
20,000 holes (1,300 workpieces)
Testimonial
The edge shape was complicated but burrs are successfully removed using the XEBEC Path at a test machining. Manual work was eliminated and achieved CNC deburring.
-
Material
ADC
Cross hole
Φ11 X φ8
-
Category
General machine parts
Mounting holes for a flange -
Problem
We were using another company’s tool but had to make a program by ourselves. We wanted to cut down programming process and started to seek a better solution.
Before
Spherical cutter and nylon brush
Improvements
Saved the time for programming.
Tool life
2,000 holes (4,000 edges in total for upper and lower edges)
Testimonial
Due to more complicated edge shape such as off-center holes, we tended to spent more and more time for programming. We are pleased to have saved the time for programming.
-
Material
Brass
Cross hole
φ25 X φ4
How to order
- STEP01
-
Free assessment!
You can check whether XEBEC Back Burr Cutter and Path can be implemented on your workpiece and machining equipment. The result is immediately available.>Start free assessment

![]()
- STEP02
-
Quotation!
You can receive a quotation by submitting your contact information.

![]()
- STEP03
-
Order!
Send your order to our distributor in your region after confirming the details.

We are pleased to offer technical assistance as necessary.
FAQs
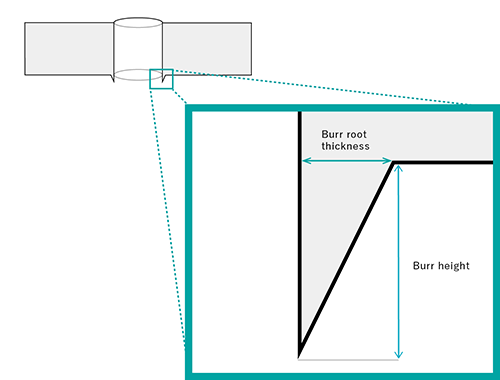
What size of burrs can be removed?
The rough standards are:
・For a cross hole diameter φ1: The root thickness of burr is about 0.03 to 0.07 mm using XC-08-A.
・For a cross hole diameter φ6: The root thickness of burr is about 0.1 to 0.2 mm using XC-58-A.
Is it possible to remove a drill cap burr?
Depending on the hardness, however it was successfully removed at the internal testing.
In order to extend the tool life, it is recommended to minimize burr size before using the Cutter and Path to avoid chipping of the Cutter.
Is it possible to compile the coordinates in the Path?
We don’t modify the Path data after the delivery. A customer can modify the Path data since this is delivered as the coordinates’ data.
Example)
If a customer uses a Path data for incremental mode and want to change the start point.
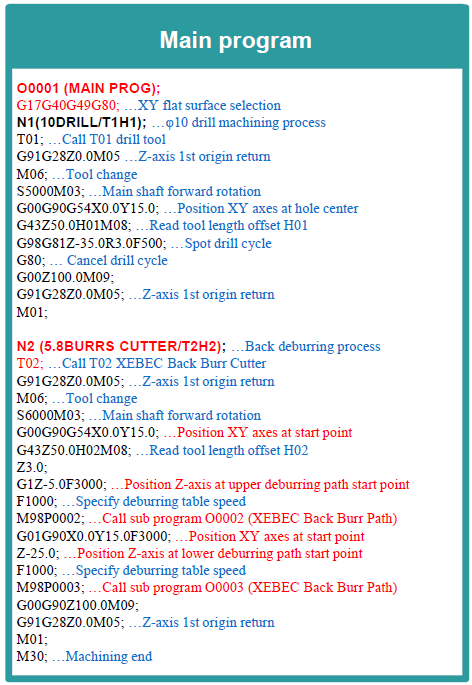


*1 This example shows a case when incremental command point group data for XEBEC Back Burr Path is used. Therefore incremental command is executed in the block preceding the XEBEC Back Burr Path. This is not included in the provided files.
*2 Because incremental command was executed in the block preceding the XEBEC Back Burr Path, return to the absolute command which are the modal information prior to call the sub program. This is not included in the provided files.
Please send your inquiry to us as it may be possible to make a customized Path data.
Can I use the Path with other companies’ tool which has the same diameter?
It is not permitted to use any tools other than XEBEC Back Burr Cutter when using XEBEC Path.
This is defined in the Path usage conditions.
Can I purchase only the Cutter, not with the Path?
Yes, it is possible. However, the maximum capability, including the deburring performance and the tool life, can be performed when the Cutter is used in combination with the XEBEC Path. It is recommended because it has the greatest effect in terms of quality and life.
